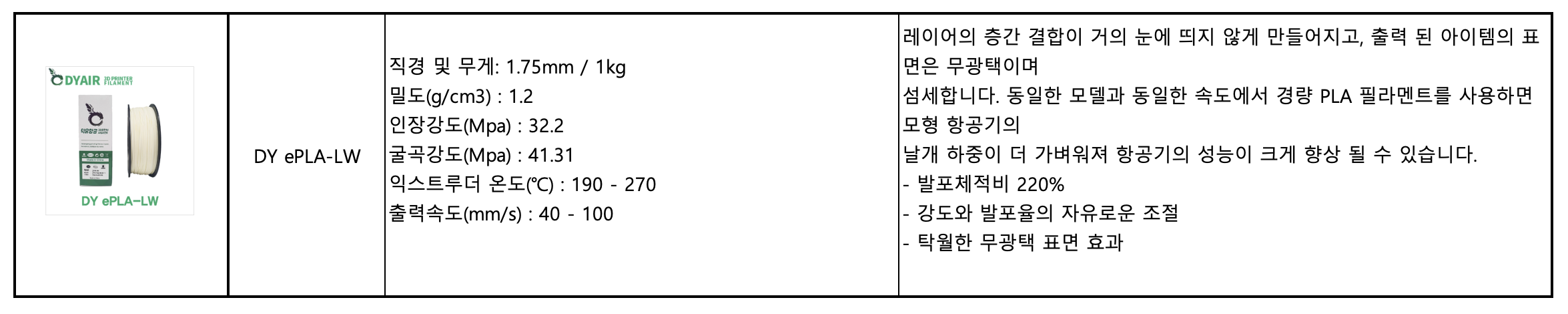
플래시포지 PLA 필라멘트;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지;검은색, 빨간색, 하얀색, 은색, 금색, 갈색, 회색,분홍색, 노란색, 블루, 퍼플,갤럭시 블랙, 무지개, 주황색, 녹색, 파란색, 피부색, 로즈 쿼츠

PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지
PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지

PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지
PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지

PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지
PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지

PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지
PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지

PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지
PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지

PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지
PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지

PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지
PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지

PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지
PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지

PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지
PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지

PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지
PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지

PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지
PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지

PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지
PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지

PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지
PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지

PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지
PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지

PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지
PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지

PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지
PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지

PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지
PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지

PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지
PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지

PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지
PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지

PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지
PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지

PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지
PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지

PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지
PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지

PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지
PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지

PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지
PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지

PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지
PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지

PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지
PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지

PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지
PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지

PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지
PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지

PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지
PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지

PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지
PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지

PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지
PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지

PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지
PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지

PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지
PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지

PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지
PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지

PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지
PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지

PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지
PLA 필라멘트 플래시포지;Flashforge PLA Pro 필라멘트 색상별 샘플 이미지
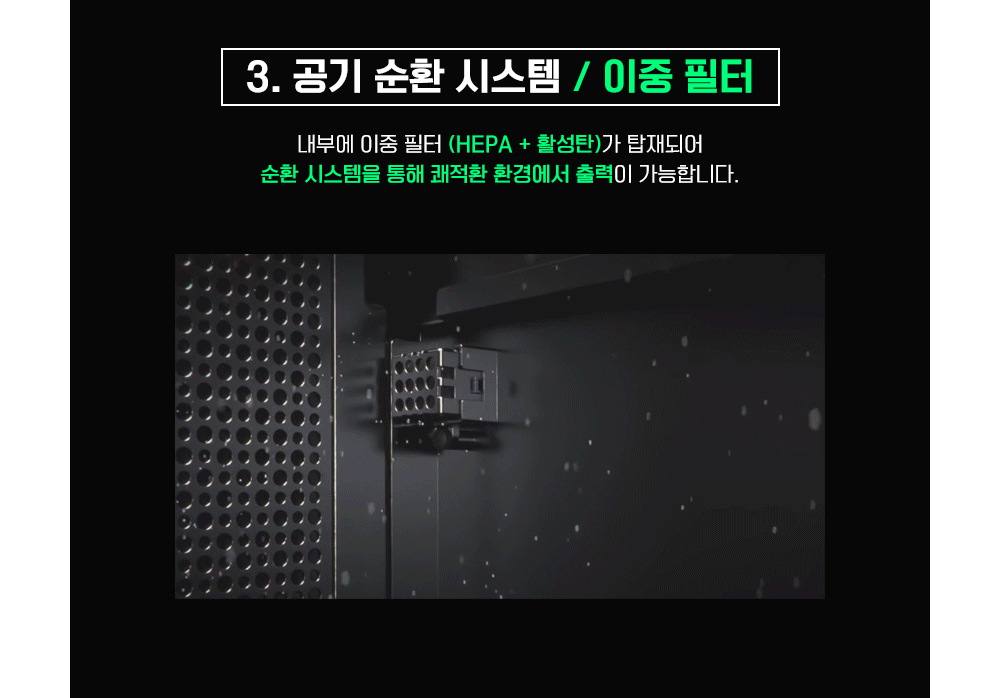
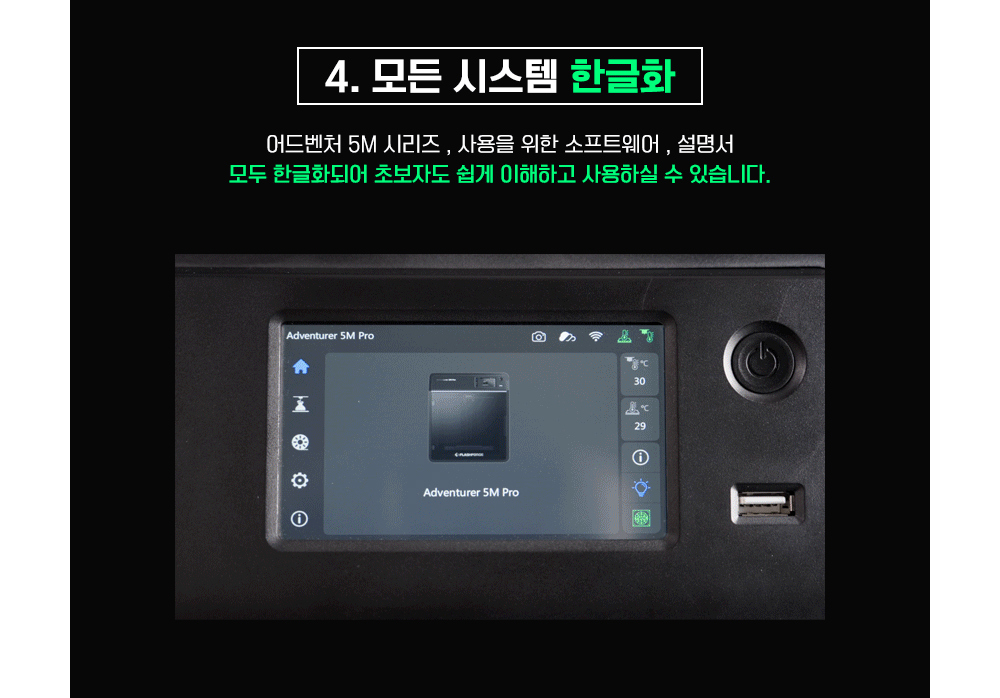
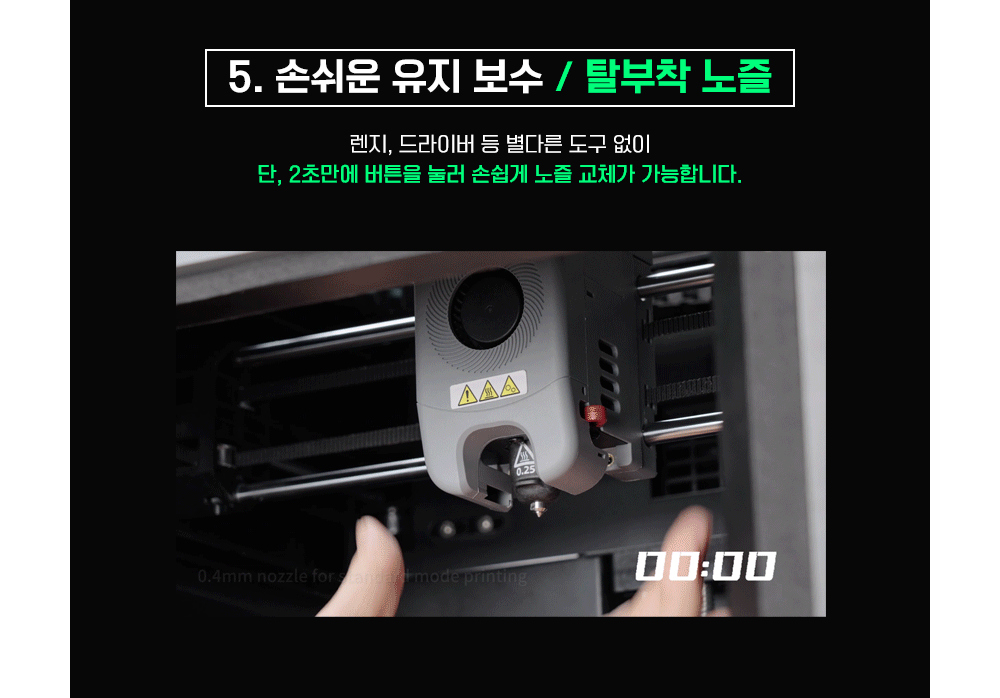
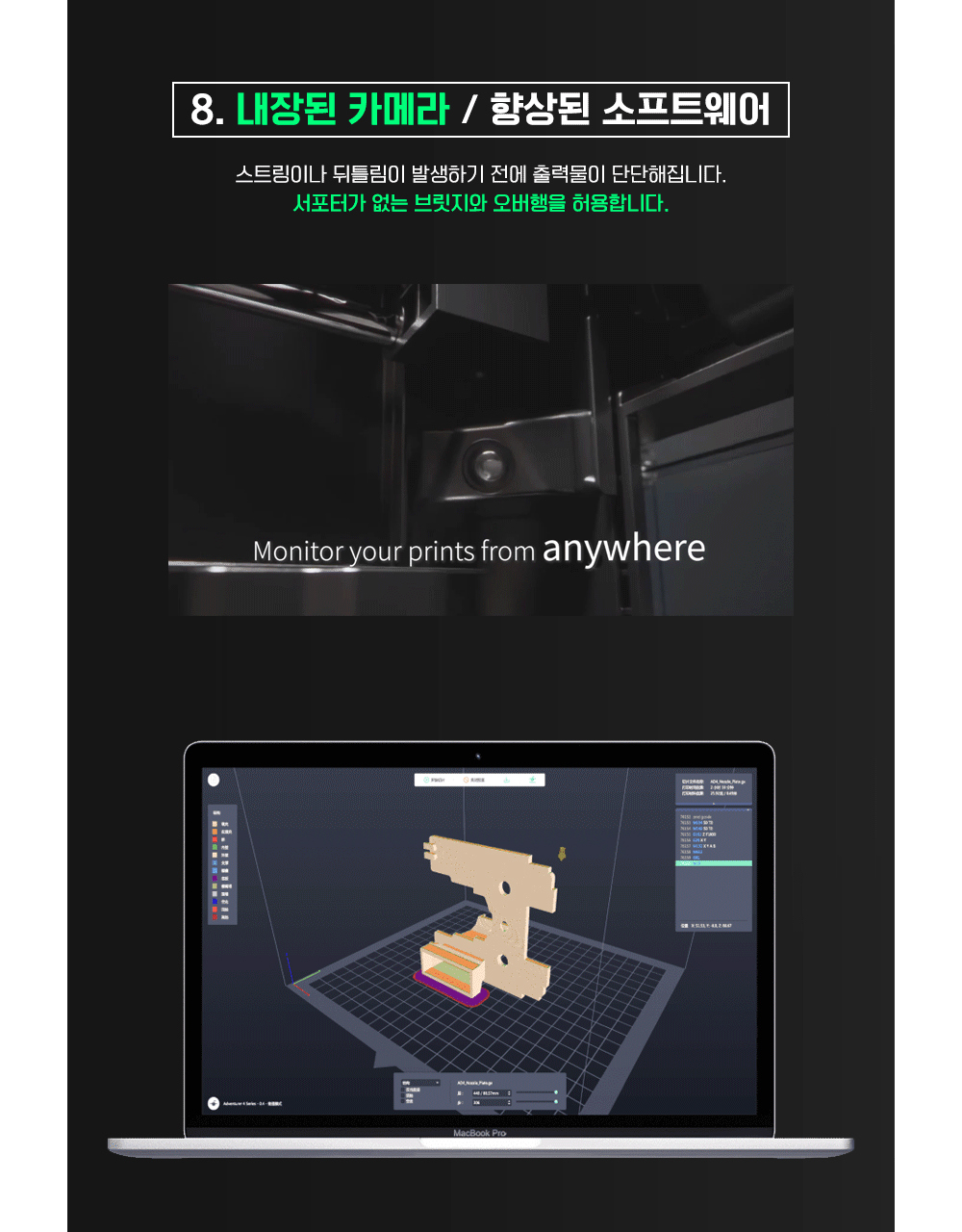
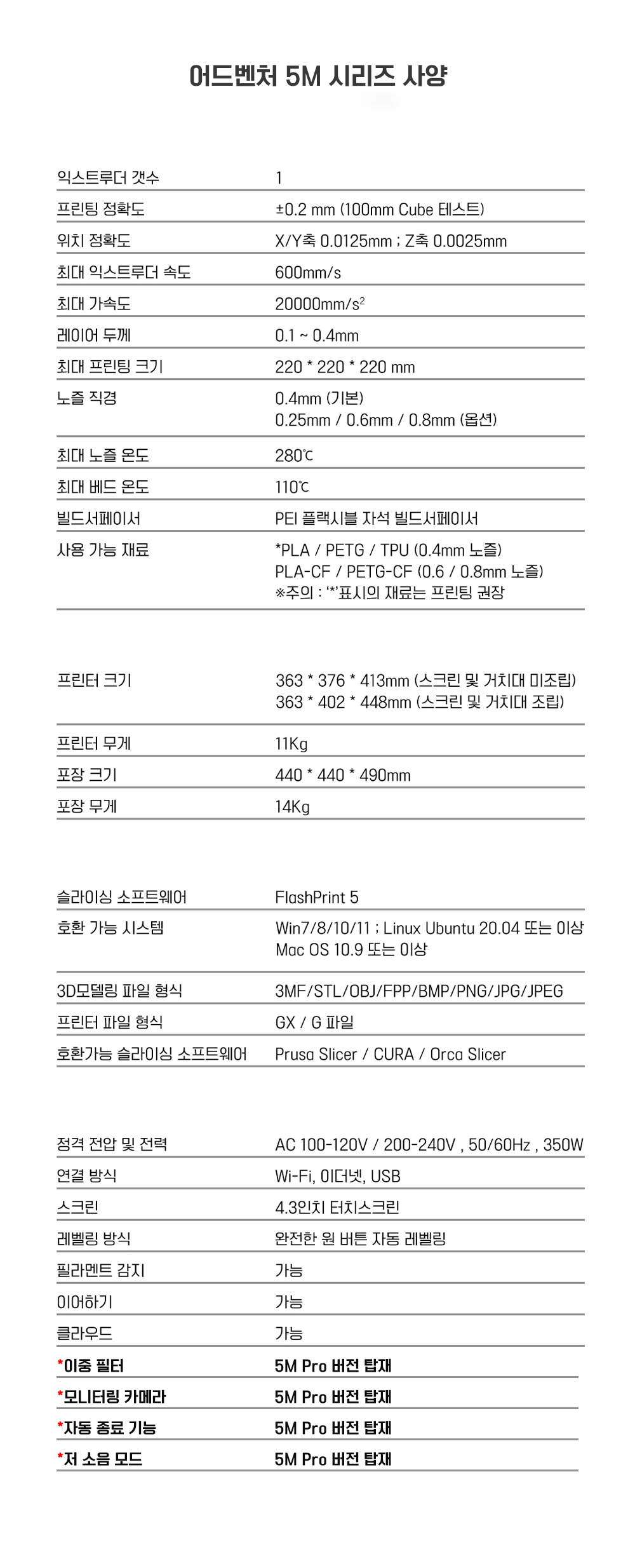
;Flashforge Adventurer5m Pro")
;Flashforge Adventurer5m Pro")
;Flashforge Adventurer5m Pro")
;Flashforge Adventurer5m Pro")
;Flashforge Adventurer5m Pro")
;Flashforge Adventurer5m Pro")
;Flashforge Adventurer5m Pro")
;Flashforge Adventurer5m Pro")
")